· AtlasPCB Engineering · Engineering · 9 min read
How to Evaluate a PCB Manufacturer for Aerospace: IPC-6012 Class 3A and AS9100 Qualification Guide
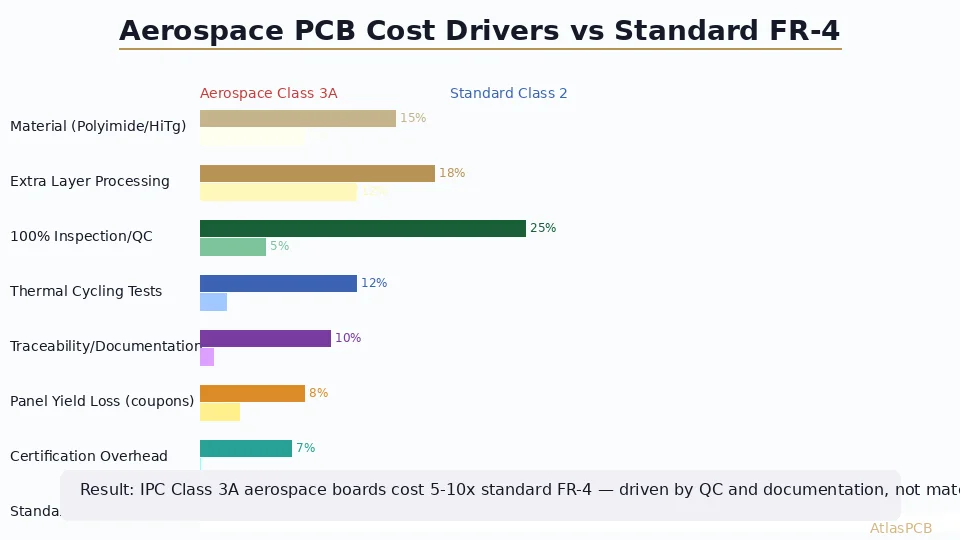
A practical qualification checklist for selecting PCB manufacturers capable of aerospace-grade fabrication. Covers IPC-6012 Class 3/3A differences, AS9100 audit requirements, coupon testing protocols, and the hidden qualification costs that budget-focused fab shops cannot absorb.
Quick Answer
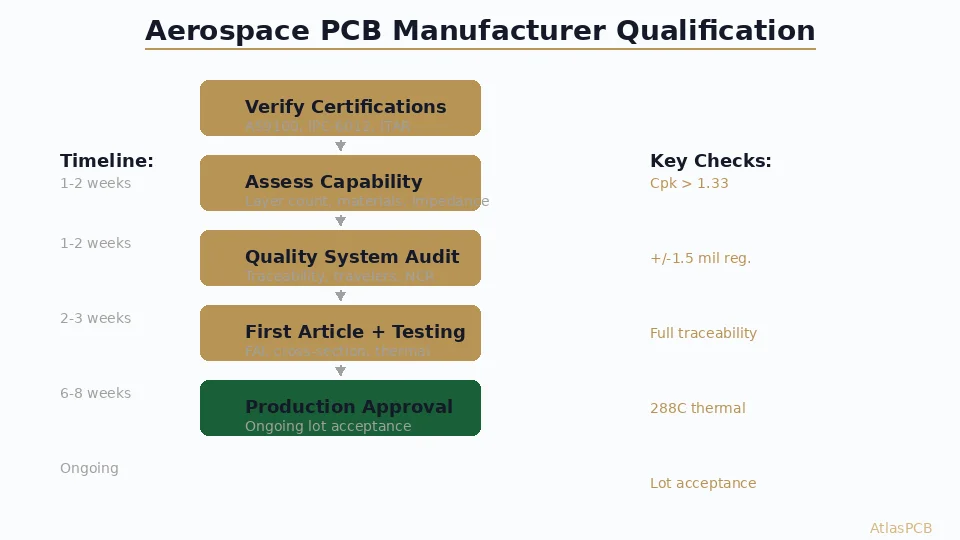
Qualifying a PCB manufacturer for aerospace requires verification of IPC-6012 Class 3A process capability (not just certification), active AS9100 registration, documented coupon testing protocols per IPC-TM-650, lot traceability from raw material through final inspection, and demonstrated yield data on comparable technology. The qualification process typically takes 3-6 months and should include first article inspection plus accelerated reliability testing on representative coupons.
Quick Reference: Aerospace PCB Manufacturer Requirements
| Requirement | Class 2 (Commercial) | Class 3 (High-Rel) | Class 3A (Aerospace) |
|---|---|---|---|
| Plating thickness (barrel) | 20 um minimum | 25 um minimum | 25 um + cross-section verification |
| Via void allowance | Up to 10% void area | Max 5% void area | Max 1% void area, no cracks |
| Registration accuracy | +/-3 mil typical | +/-2 mil | +/-1.5 mil with first article verification |
| Thermal stress testing | Not required | Sample basis | Every production lot |
| Material traceability | Certificate of Compliance | Lot traceability | Full chain of custody from CCL manufacturer |
| Surface finish thickness | Per IPC-4552/4553 | Per spec + verification | Per spec + batch testing |
| Documentation | Basic CoC | Traveler + CoC | Full FAI + traveler + material certs + test data |
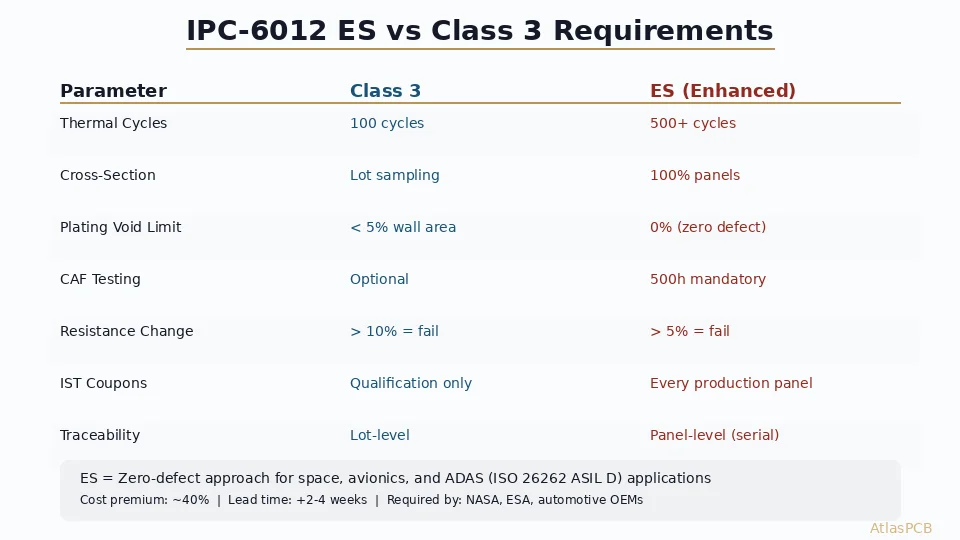
The most critical distinction between Class 3 and Class 3A is not the physical acceptance criteria — those are similar. The difference lies in verification intensity and documentation requirements. Class 3A demands that you prove compliance on every lot through destructive testing, not just claim it through process control.
Step 1: Verify Core Certifications (Before Visiting the Factory)
Before investing time in an on-site audit, verify these baseline certifications through their registrar’s public database — not just the manufacturer’s website:
AS9100 (or equivalent): Check the OASIS database (maintained by IAQG) for active AS9100 registration. Verify the scope statement covers PCB fabrication specifically — some registrations cover only assembly or only certain product types. An AS9100 certificate that covers “electronic assembly” does not qualify the manufacturer for bare board fabrication.
IPC-6012 qualification: Ask for their current IPC-6012 qualification report, which should include process capability data (Cpk values) for critical parameters: hole registration, plating thickness distribution, impedance control, and ionic cleanliness. A manufacturer that merely “follows IPC-6012” without formal qualification data has not demonstrated process capability.
ITAR registration: For US defense-related aerospace projects, verify ITAR (International Traffic in Arms Regulations) registration with the US State Department’s Directorate of Defense Trade Controls. This applies even to Chinese manufacturers who handle controlled technical data from US customers — missing this is a serious compliance risk.
Nadcap accreditation (optional but significant): Nadcap (National Aerospace and Defense Contractors Accreditation Program) specifically audits special processes. A Nadcap-accredited PCB manufacturer has undergone the most rigorous third-party audit in the aerospace supply chain. Currently, fewer than 50 PCB manufacturers worldwide hold Nadcap accreditation.
In our experience working with aerospace programs, the certification verification step eliminates approximately 70% of candidate manufacturers. Many advertise “aerospace-capable” on their websites but cannot produce valid current certifications when requested. This initial filter saves significant time compared to discovering the gap during an on-site audit.
AEROSPACE PCB FABRICATION
IPC-6012 Class 3A Process Capability Built In
Full lot traceability, per-lot thermal stress testing, and cross-section verification standard on every aerospace order. Request our qualification data package.
Step 2: Assess Technical Capability for Your Specific Design
Certifications establish that a manufacturer has a quality system. They do not guarantee capability for your specific technology. A manufacturer with AS9100 certification might excel at 4-layer rigid boards for avionic power supplies but lack the capability for 16-layer impedance-controlled RF boards for radar systems.
Critical capability questions to evaluate:
Layer count and stackup complexity: What is their demonstrated maximum layer count for aerospace work? Ask for specific examples — not their theoretical maximum, but the highest layer count they have shipped with Class 3A documentation in the last 12 months. There is a significant difference between a manufacturer who theoretically can build 24-layer boards and one who does it routinely with aerospace-grade yield.
Material experience: Aerospace applications frequently require polyimide (for thermal cycling resistance), Rogers (for RF/radar), or high-Tg FR-4 with specific resin systems. Ask which materials they stock versus which they must procure on order. A manufacturer who keeps Rogers RO4350B and Arlon CLTE-AT in stock clearly has RF aerospace experience; one who needs 4-6 weeks lead time to procure these materials is likely experimenting with your order.
Controlled impedance capability: For radar and communications applications, impedance control is critical. Ask for their impedance tolerance capability with supporting Cpk data — not just their quoted tolerance. A manufacturer who quotes +/-7% impedance tolerance but has Cpk > 1.33 on their process control data is far more reliable than one quoting +/-5% with no statistical backing.
Thermal cycling reliability: Aerospace PCBs face extreme thermal cycling — from -55C to +125C is typical for equipment-level, and -65C to +150C for some engine-adjacent applications. Ask about their demonstrated reliability performance through thermal cycling. How many cycles do their products survive without via barrel cracking? Have they run IST (Interconnect Stress Testing) on similar stackups?
Step 3: Evaluate the Quality System in Practice
The on-site audit reveals whether the quality system documented in their AS9100 manual actually operates on the production floor. Key observations that distinguish genuinely capable aerospace manufacturers from those with paper-only compliance:
Incoming material inspection: Watch how they receive laminate materials. A true aerospace shop verifies every incoming batch against the material manufacturer’s Certificate of Analysis, checks Dk values on test coupons (for RF materials), and enters lot numbers into their traceability system before the material reaches the production floor. If materials go directly from receiving to production without documented verification, the traceability chain has a gap.
In-process traveler system: Every aerospace panel should have a physical or electronic traveler that records processing parameters at each step — lamination temperature and pressure, plating bath analysis readings, drill parameters, and operator identification. Ask to see a recent traveler for a completed aerospace job. The detail level tells you immediately whether the system is real or cosmetic.
Coupon management: Test coupons are the objective evidence that a production lot meets specifications. Observe how coupons are handled: are they on every panel or only some? How are they tracked from panel to cross-section lab? Where are the historical cross-section photographs stored? A manufacturer with a well-organized cross-section archive going back years has genuine aerospace process history.
Nonconformance system: Ask to see recent NCR (Nonconformance Report) examples. A good quality system has regular NCRs — that means they are actually catching issues. Zero NCRs does not mean zero problems; it means problems are being hidden. Look for trend analysis and corrective action effectiveness data.
TRANSPARENT QUALITY DATA
We Share Our Process Capability Data Upfront
Request our qualification package: Cpk data for critical parameters, cross-section samples, thermal stress results, and impedance correlation data. No NDA required for capability data.
Request Qual Package ›Step 4: First Article and Qualification Testing
The first article inspection (FAI) per AS9102 is your final validation before committing to production. For aerospace PCBs, the FAI should include:
Dimensional verification: Full measurement of all critical dimensions against your drawing — hole sizes, pad sizes, board outline, slot dimensions, and layer-to-layer registration. This is not sampling; it is 100% measurement of at least one article from the production run.
Cross-section analysis: Microsection at minimum three locations (one at worst-case aspect ratio via, one at closest-spacing area, one at impedance-critical feature). Verify copper plating thickness, via barrel integrity, glass fiber exposure, and resin smear removal quality. The cross-section photographs become part of the permanent quality record.
Thermal stress verification: Solder float at 288C minimum for 10 seconds, with microsection after stress showing no barrel cracking, delamination, or measled areas. For Class 3A, this test is performed on coupons from the production lot — not from a separate qualification lot.
Impedance testing: If your design has controlled impedance requirements, the FAI must include TDR measurements on dedicated impedance coupons from the production panel. Compare measured values against your specified targets and document the delta. This data establishes the baseline for ongoing production monitoring.
Ionic contamination: Test per IPC-TM-650 Method 2.3.25 (ROSE or ion chromatography). Aerospace maximum is typically 1.56 ug/cm2 NaCl equivalent for Class 3, but some programs specify tighter limits. Verify the manufacturer’s cleaning process achieves your program’s cleanliness requirements consistently.
The first article process typically consumes 4-6 weeks including test turnaround time. Resist pressure to skip or abbreviate this step — it is your last opportunity to identify process issues before they become field failures in a satellite or aircraft.
Common Qualification Failures (What Disqualifies Manufacturers)
Based on our experience qualifying sub-tier suppliers and supporting customers through their qualification processes, these are the most common failure modes:
Plating distribution: Manufacturers with only horizontal plating lines often cannot achieve uniform barrel plating on high-aspect-ratio vias (>8:1). The mid-barrel thickness drops to 15-18 um even when the surface shows 25+ um. This only reveals itself through cross-section analysis — electrical testing passes because continuity exists, but the thin barrel will crack under thermal cycling.
Registration capability on thin cores: Aerospace designs often use thin cores (2-4 mil) for impedance control in dense stackups. Maintaining layer-to-layer registration within +/-1.5 mil on thin cores requires specific inner-layer handling and post-etch punch systems. Many manufacturers quote this capability but actually achieve only +/-3 mil on thin dielectrics.
Documentation gaps: The most common audit finding is incomplete traceability. The manufacturer can trace a board back to the production date, but cannot identify which specific laminate lot was used, which operator ran the plating tank, or what the plating bath analysis showed on that day. Without this chain, the Certificate of Conformance is not fully supportable.
Calibration lapses: Check calibration records for measuring equipment, especially thickness gauges, TDR equipment, and temperature controllers on lamination presses. Lapsed calibrations invalidate all measurements made during the lapse period — which can require re-testing or rejection of production completed during that window.
ATLASPCB
Start Your Aerospace PCB Qualification Today
Full Class 3A capability with AS9100 quality system, per-lot coupon testing, and complete material traceability. First article turnaround in 3-4 weeks.
Get Aerospace Quote ›Reviewed by AtlasPCB Engineering Team — 15+ years in advanced PCB fabrication for RF, HDI, and rigid-flex applications.
Related Reading:
About AtlasPCB — We specialize in complex PCB manufacturing for HDI, RF, and high-reliability applications. Explore our RF and high-frequency PCB services, or get an full PCB manufacturing capabilities . Every order includes free engineering review. Get your quote.
Reviewed by AtlasPCB Engineering Team — IPC-certified manufacturing specialists with 15+ years of production experience in HDI, RF, and high-reliability PCB fabrication. Content based on factory floor data and real customer design reviews.
Frequently Asked Questions
What is the difference between IPC-6012 Class 2 and Class 3A for PCBs?
Does a PCB manufacturer need AS9100 certification for aerospace projects?
How long does it take to qualify a new PCB manufacturer for aerospace?
What testing is required for aerospace PCB lot acceptance?
Can a manufacturer that primarily makes commercial PCBs qualify for aerospace?
- PCB manufacturer for aerospace
- IPC-6012 Class 3A
- aerospace PCB
- AS9100
- RF PCB design and manufacturing