· Priya Nair · Engineering · 10 min read
Medical Device PCB Cost 2026: What Drives IEC 60601 Compliance Pricing
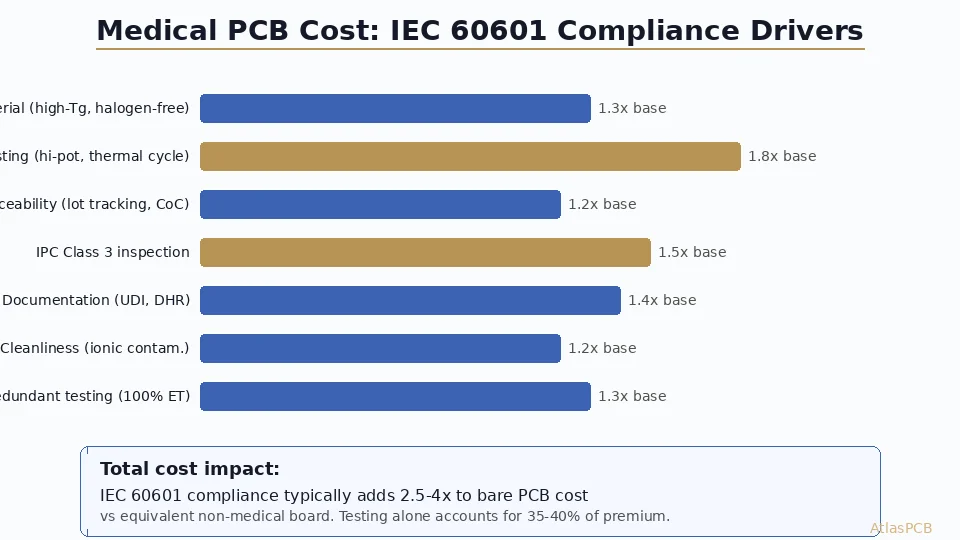
A transparent breakdown of medical device PCB manufacturing costs. Explains why IEC 60601 and IPC Class 3 compliance adds 2.5-4x to bare board pricing, which cost drivers are negotiable, and how to optimize medical PCB spend without compromising patient safety.
Quick Answer
Medical device PCBs typically cost 2.5-4x more than equivalent commercial-grade boards. The largest cost drivers are reliability testing (35-40% of the premium), IPC Class 3 inspection requirements (20-25%), full lot traceability and documentation (15-20%), and specialized materials (10-15%). The most effective cost optimization strategies are consolidating test requirements across multiple product variants, designing for IPC Class 2 where the risk analysis supports it, and choosing surface finishes that don't require multiple reflow compatibility testing.
Price Reality: Medical vs Commercial PCB Cost
| Board Specification | Commercial (IPC Class 2) | Medical (IPC Class 3) | Cost Multiple |
|---|---|---|---|
| 4L FR-4, 1.6mm, ENIG | $8-12/board (100 pcs) | $22-35/board | 2.5-3x |
| 6L impedance controlled | $15-25/board (100 pcs) | $50-85/board | 3-3.5x |
| 8L HDI, via-in-pad | $35-60/board (50 pcs) | $120-200/board | 3-4x |
| 10L+ rigid-flex | $80-150/board (50 pcs) | $280-500/board | 3.5-4x |
Note: Prices assume standard sizes (50-150mm), single-sided assembly, and domestic Chinese manufacturing with relevant ISO certifications.
The Anatomy of Medical PCB Cost Premium
Most hardware engineers working on medical devices accept that certification compliance adds cost, but few understand exactly where the money goes. This matters because understanding cost drivers is the first step to optimizing them — and there’s genuine room for optimization without compromising patient safety.
We manufacture approximately 40-60 medical-grade PCB orders per month, across device classifications from Class I accessories to Class III implantable electronics. The consistent pattern: the base board itself (the copper, laminate, and drilling) accounts for only about 30-35% of the total medical PCB cost. The remaining 65-70% is testing, documentation, process qualification, and the overhead of maintaining a quality system that supports full traceability.
This is counterintuitive for engineers coming from commercial product development, where the board cost IS the cost. In medical, the board is almost a commodity — it’s the wrapper of qualification, documentation, and verification around that board that costs real money.
MEDICAL DEVICE PCB MANUFACTURING
IPC Class 3, Full Traceability, IEC 60601 Compliance
Get a detailed quote breakdown showing exactly where your medical PCB costs go — and where we can optimize without compromising compliance.
Get Medical Quote ›Cost Driver 1: Testing (35-40% of Premium)
Testing is the single largest cost component for medical PCBs, and it’s non-negotiable for most device classifications. Here’s what’s involved:
100% Electrical Test (Not Sample-Based)
Commercial boards are typically tested on a sample basis — the manufacturer verifies electrical continuity on a percentage of boards per panel (often just the test coupons). Medical-grade manufacturing requires 100% netlist verification: every single board is probed for opens and shorts on every net. For a complex 8-layer board with 5,000+ nets, this adds 3-5 minutes of fixture time per board and requires dedicated test fixtures (amortized over the production run).
The cost impact: approximately 1.3x the base board cost for 100% ET. For prototype quantities (10-20 boards), the fixture tooling cost dominates and can add $500-1,000 per order. At 500+ boards, the per-board increment drops to $1-3.
Hi-Pot and Isolation Testing
IEC 60601-1 clause 8.8 requires demonstrated isolation between patient-connected circuits and other circuits. This translates to hi-pot testing at defined voltages (typically 1,500-4,000 VAC depending on the means of protection) with leakage current below specified thresholds. Some designs also require time-domain reflectometry to verify that isolation barriers (slots, spacing) are intact.
We typically see this adding 1.5x to the testing component of cost — not because the test itself is expensive, but because boards that fail require root-cause investigation, and the documentation of pass/fail with specific voltage/current values must be maintained indefinitely.
Thermal Cycling Qualification
For devices intended for sterilization (autoclave, EtO) or implantation, thermal cycling per IPC-TM-650 2.6.7 demonstrates that the PCB survives repeated temperature excursions without delamination, barrel cracking, or impedance drift. A typical medical thermal cycling requirement is -40C to +125C, 100-500 cycles, with electrical test before and after. Microsection of representative samples after cycling confirms internal integrity.
This testing is expensive because it takes time (100 cycles at 15 min/cycle = 25 hours of chamber time) and destroys samples. Plan for 3-5 additional boards per lot as destructive test specimens.
Cost Driver 2: IPC Class 3 Inspection (20-25% of Premium)
IPC-6012 Class 3 requirements are substantially tighter than Class 2 across virtually every measurable parameter:
| Parameter | Class 2 (Commercial) | Class 3 (Medical/Aerospace) |
|---|---|---|
| Min annular ring (external) | 50 um (2 mil) | 50 um |
| Min annular ring (internal) | 25 um (1 mil) breakout allowed | 50 um, NO breakout |
| Plating thickness (barrel) | 20 um avg | 25 um min, every point |
| Etchback/smear removal | Acceptable: 1-step desmear | Required: 3-step with verification |
| Conductor width reduction | 20% max from nominal | 20% max from nominal |
| Laminate voids | Acceptable < 0.08mm | None allowed in active area |
The practical impact: Class 3 inspection requires checking every cross-section point for minimum plating, every via for annular ring compliance, and every laminate interface for voids. This is a manual microscopy task that takes 2-4 hours per lot (vs 30 minutes for Class 2 spot-check). The scrap rate also increases because boards that pass Class 2 may fail Class 3 on marginal features — our typical yield difference is 3-5% lower on Class 3 runs, and those scrapped boards still consumed materials and machine time.
IPC CLASS 3 CERTIFIED
Microsection-Verified, Fully Documented Manufacturing
Every medical lot ships with cross-section photos, plating thickness data, and ionic contamination results. Complete audit trail from raw material to finished board.
View Capabilities ›Cost Driver 3: Traceability and Documentation (15-20% of Premium)
Medical device regulations (FDA 21 CFR 820, EU MDR 2017/745, ISO 13485) require full traceability from finished device back to raw materials. For the PCB manufacturer, this means:
Material lot tracking: Every laminate sheet, copper foil roll, and prepreg batch must be recorded against the specific production lot. If a material defect is discovered months later, the manufacturer must be able to identify every board that used that material lot. This requires either physical separation of material lots (one job per material lot) or sophisticated tracking systems that map material sheets to production panels.
Process parameter recording: Press temperature and pressure profiles, drill tool usage counts, plating chemistry titration results, and etch compensation values are all recorded per lot. This data supports investigation if a field failure occurs — the manufacturer must be able to demonstrate that process parameters were within specification at the time of manufacture.
Document retention: All records must be maintained for the device’s expected lifetime plus the applicable retention period. For a medical device with 10-year expected service life and 5-year post-service retention, that’s 15 years of document storage. Digital storage is acceptable (and now standard), but the document management system itself must be validated per FDA 21 CFR Part 11.
The cost of this documentation infrastructure is largely fixed — it doesn’t scale linearly with board quantity, which means low-volume medical orders bear a disproportionate cost burden per board. This is one reason medical PCBs at prototype quantities (10-20 boards) can cost 5-6x commercial, while production quantities (1,000+) may only be 2-2.5x.
Cost Driver 4: Specialized Materials (10-15% of Premium)
Medical PCBs don’t always require exotic materials, but when they do, the premium is significant:
High-Tg FR-4 (Tg170-180C): Required for boards that will undergo lead-free reflow (260C+) multiple times or operate in elevated temperature environments. Adds 15-25% to base material cost compared to standard Tg135 FR-4.
Halogen-free laminates: Increasingly required for medical devices (compliance with IEC 61249-2-21) and adds approximately 10-20% to laminate cost. The manufacturing implication: halogen-free prepregs have different flow characteristics and may require modified press profiles.
Controlled-Dk materials: For medical devices with wireless communication (Bluetooth, RFID for implant identification), Rogers or Isola high-frequency materials may be required on specific layers. See our separate guide on RF PCB material selection for cost implications.
Biocompatibility surface finishes: Devices with potential patient contact may require specific surface finishes validated for biocompatibility per ISO 10993. ENIG is the most common choice for medical PCBs because nickel provides a barrier layer and gold provides a biocompatible surface.
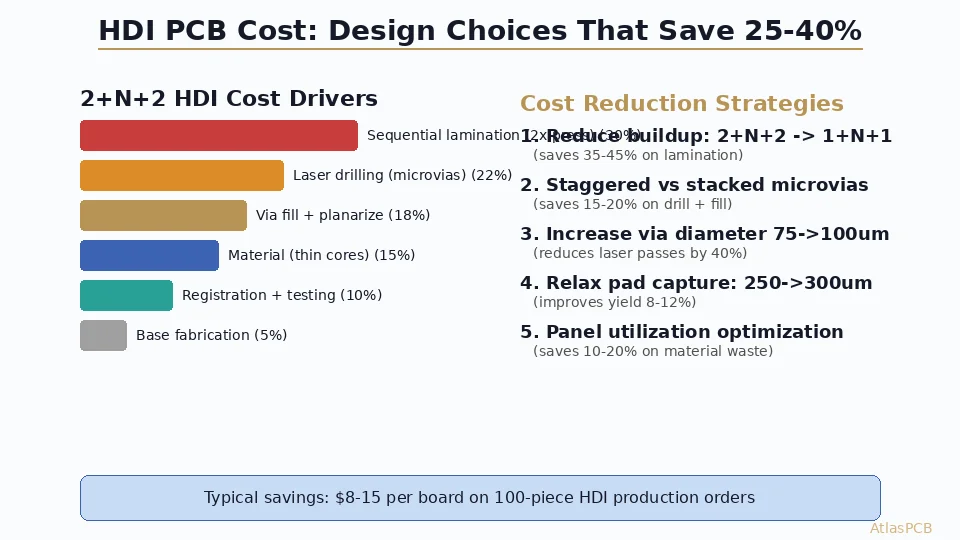
How to Optimize Medical PCB Cost (Without Compromising Safety)
Strategy 1: Design for Class 2 Where Risk Analysis Supports It
IEC 60601 does not universally require IPC Class 3 manufacturing. The appropriate acceptance class depends on the risk analysis for your specific device. Many Class II (FDA) devices — diagnostic equipment, monitoring devices, imaging systems — can justify IPC Class 2 with enhanced requirements on specific safety-critical features only.
The key is documenting your rationale: “Annular ring breakout on non-safety-critical signal vias does not create a hazard because…” If your risk analysis supports this, you can manufacture the board to Class 2 with Class 3 callouts only on isolation barriers, patient-connected circuits, and safety-critical power paths. This hybrid approach can reduce cost by 20-30% compared to full Class 3.
Strategy 2: Consolidate Testing Across Product Variants
If you manufacture multiple PCB variants for a product family (different sizes, feature sets), qualification testing can often be consolidated. A thermal cycling qualification on the most complex variant in the family may qualify simpler variants by similarity — if documented properly per your design history file.
Similarly, material lot qualification can cover multiple product variants if they use the same stackup and materials. We process several medical device customers who qualify one laminate lot for their entire quarterly production across 3-4 product variants, significantly reducing per-variant testing cost.
Strategy 3: Standard Materials Where Possible
Specify standard copper weights (1oz outer, 0.5oz inner) unless thermal analysis specifically requires heavier copper. Each step up in copper weight adds 20-40% to board cost and increases processing difficulty (etch compensation, plating uniformity). Many medical devices can achieve adequate thermal performance through thermal via arrays and proper component placement rather than expensive heavy copper construction.
COST OPTIMIZATION
Medical PCB Cost Review — Find Savings Without Risk
Send your design and test requirements. Our engineering team identifies cost optimization opportunities specific to your device classification and risk analysis.
Request Cost Review ›Working with a Chinese Manufacturer for Medical PCBs
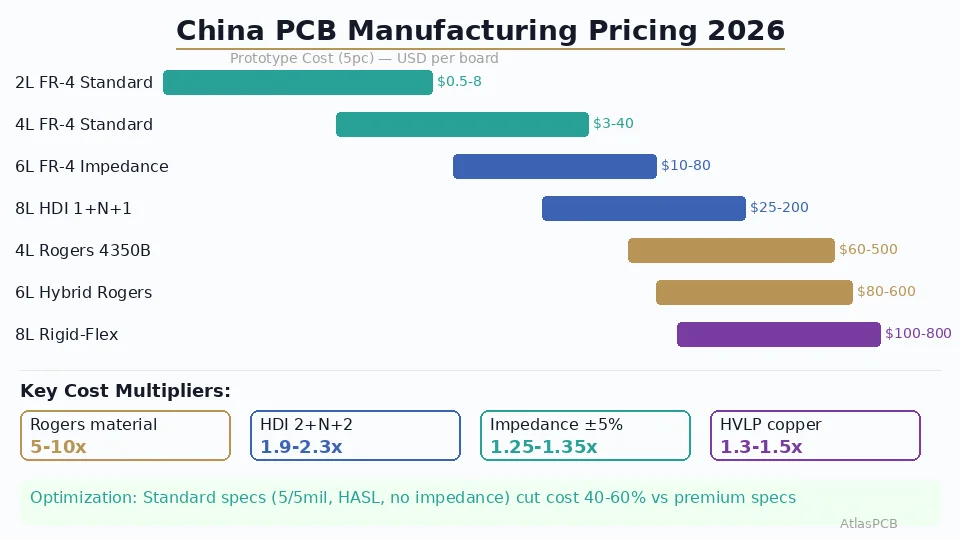
The decision to manufacture medical PCBs in China requires careful evaluation, but it’s increasingly common — particularly for diagnostic and monitoring equipment where the cost savings (30-50% vs domestic US/EU manufacturing) are significant against high-volume production.
Key qualifications to verify: ISO 13485 certification (medical device quality management), UL listing for the specific laminate and construction type, demonstrated experience with IEC 60601 test requirements, and willingness to undergo customer quality audits. Ask for case studies or reference customers in similar device classifications — a manufacturer experienced with Class I accessories may not have the systems to support Class III implantables.
In our medical device manufacturing practice, the most common engagements are diagnostic imaging boards (8-12 layers, tight impedance, high density), patient monitoring electronics (4-6 layers, mixed-signal), and therapeutic device control boards (6-8 layers with isolation barriers). We maintain full traceability per 21 CFR 820 requirements and provide documentation packages that our customers submit directly to FDA as part of their design history files.
ATLASPCB
Medical Device PCB Manufacturing — From Prototype to Production
IPC Class 3 certified, full lot traceability, ISO 13485 compliant. Get a transparent quote with line-item breakdown of testing, documentation, and manufacturing costs.
Get Medical Quote ›Reviewed by AtlasPCB Engineering Team — 15+ years in advanced PCB fabrication for RF, HDI, and rigid-flex applications.
Related Reading:
About AtlasPCB — We specialize in complex PCB manufacturing for HDI, RF, and high-reliability applications. Explore our impedance-controlled PCB manufacturing, or get an free engineering DFM review . Every order includes free engineering review. Get your quote.
Reviewed by AtlasPCB Engineering Team — IPC-certified manufacturing specialists with 15+ years of production experience in HDI, RF, and high-reliability PCB fabrication. Content based on factory floor data and real customer design reviews.
Frequently Asked Questions
How much more does a medical PCB cost compared to commercial?
What testing adds the most cost to medical PCBs?
Can I reduce medical PCB costs without compromising safety?
What documentation is required for medical PCB traceability?
Is UL certification required for medical PCBs?
- medical device PCB requirements
- PCB manufacturer for aerospace
- impedance controlled PCB manufacturer
- PCB DFM check
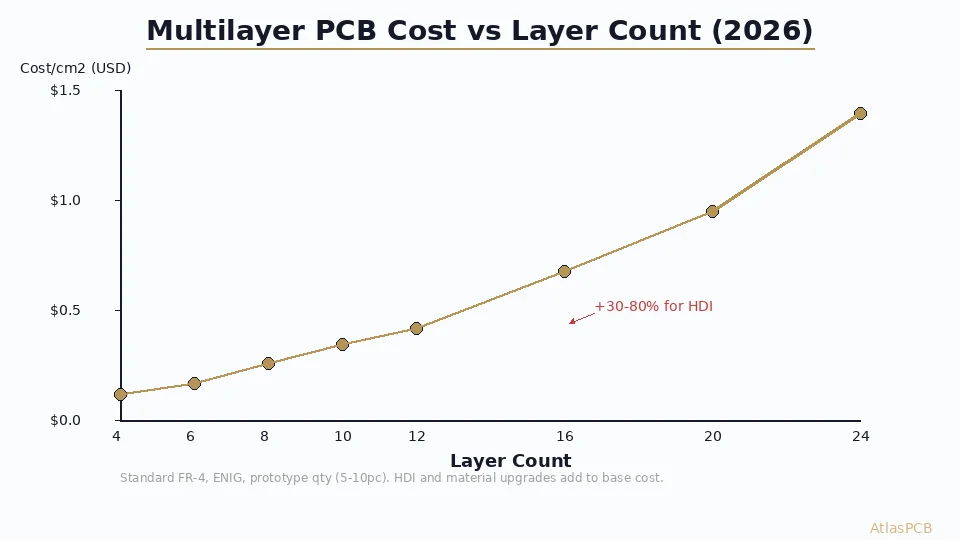
- multilayer PCB cost