· David Okafor · Engineering · 8 min read
Rigid-Flex PCB Cost in 2026
Detailed cost breakdown of rigid-flex PCB manufacturing covering material costs (polyimide, adhesive systems), sequential lamination cycles, bend zone processing, and practical optimization strategies that reduce price 20-40% without compromising flex reliability.
Quick Answer
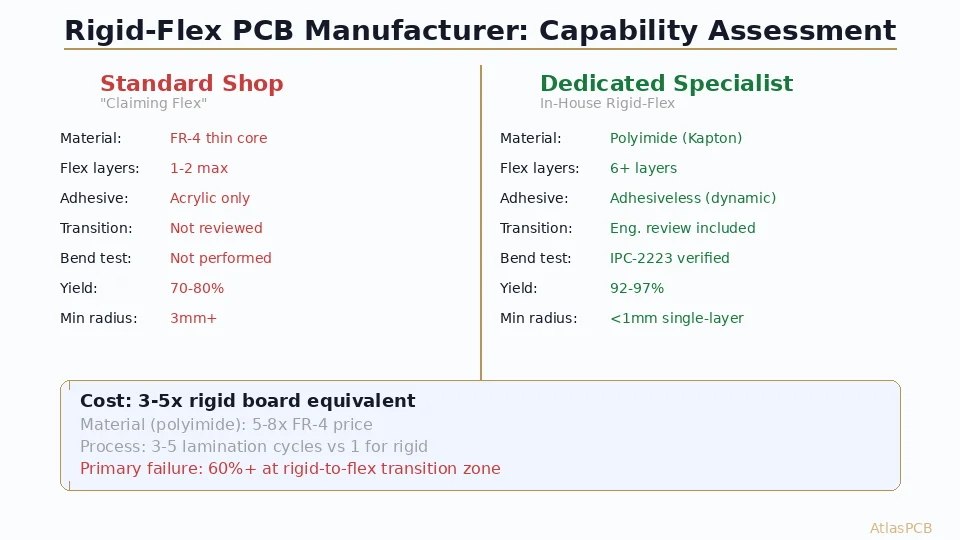
Rigid-flex PCBs typically cost 4-8x more than equivalent rigid boards due to polyimide materials (35% of cost), sequential lamination cycles (25%), and specialized flex zone processing (20%). Key optimization strategies include minimizing flex layer count, standardizing bend radius to 6:1 minimum, using adhesiveless materials only where required, and consolidating rigid sections to reduce lamination cycles.
Quick Cost Reference: Rigid-Flex PCB Pricing Ranges (2026)
| Configuration | 5-piece Prototype | 50-piece | 500-piece |
|---|---|---|---|
| 4L (2R+2F), single flex zone, static bend | $150-250 | $60-90/ea | $25-40/ea |
| 6L (4R+2F), single flex zone, dynamic bend | $300-500 | $110-160/ea | $45-70/ea |
| 8L (6R+2F), dual flex zone, static bend | $400-700 | $150-220/ea | $60-95/ea |
| 10L (6R+4F), dual flex zone, dynamic bend | $600-1000 | $200-350/ea | $80-140/ea |
Note: Prices assume standard specifications — coverlay both sides, ENIG finish, 1oz rigid/0.5oz flex copper, IPC Class 2 quality. Class 3 (aerospace/medical) adds 20-40% for additional testing and documentation.
Cost Breakdown: Where Your Money Actually Goes
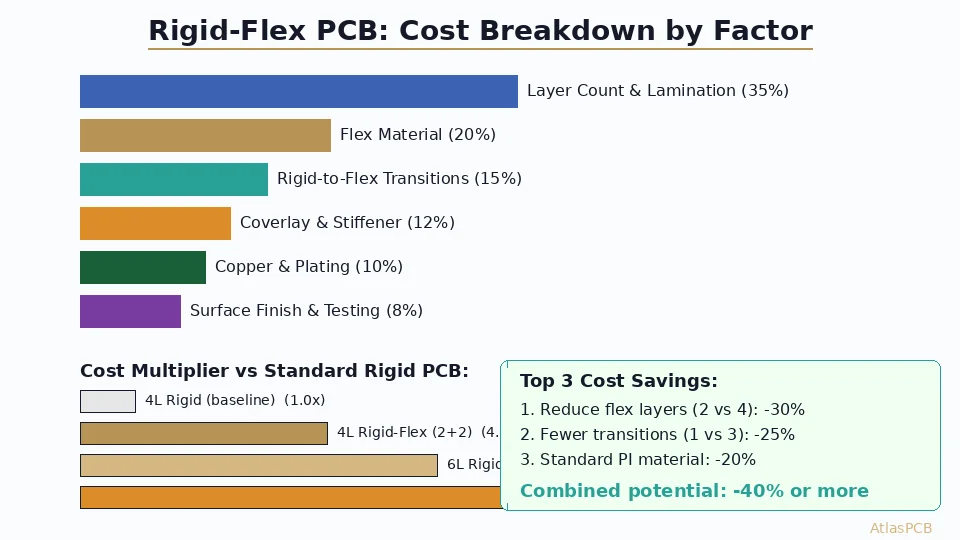
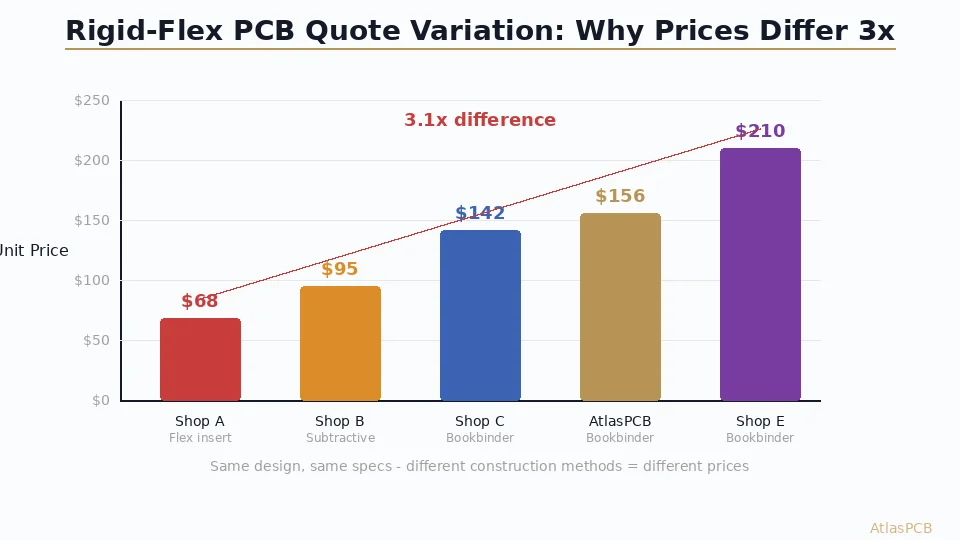
Understanding the cost structure of rigid-flex manufacturing allows intelligent optimization. Unlike rigid PCBs where material is typically 30-40% of cost and the rest is processing, rigid-flex boards have a fundamentally different cost distribution because the process is longer, the materials are more expensive, and yield rates are lower.
Materials: 35% of total cost
Polyimide (Kapton or equivalent) costs 3-4x more per square meter than standard FR-4 prepreg. For a board with two flex layers, you are buying polyimide coverlay (both sides), polyimide substrate, and bondply adhesive layers — all premium materials. The adhesive system alone (modified acrylic or epoxy) adds $5-15 per board depending on area.
Where engineers often underestimate cost: the rigid sections still use FR-4, but the rigid-to-flex transition zone requires specialized “bookbinder” prepreg that matches the CTE of both materials. This transition material costs 2-3x standard prepreg and is used in relatively small quantities, making it a disproportionate per-unit expense.
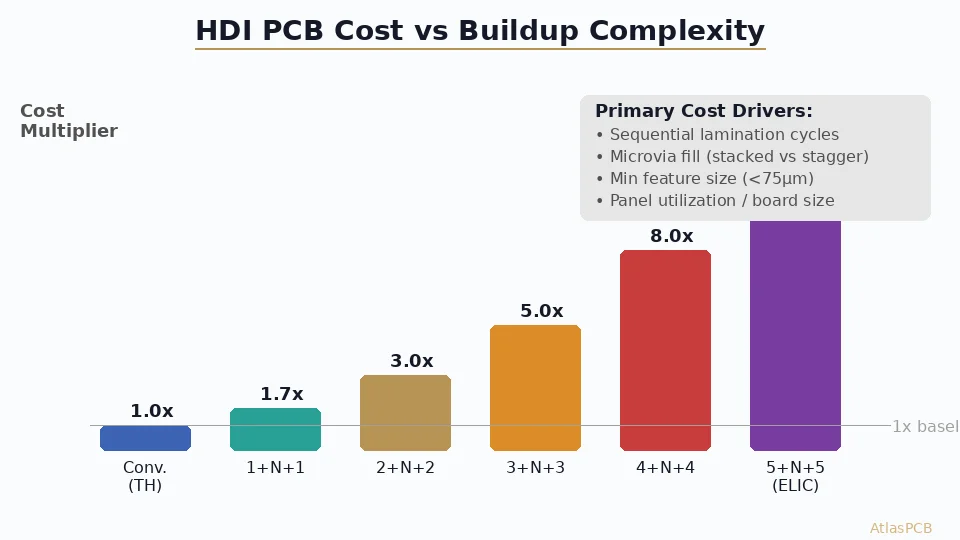
Sequential Lamination: 25% of total cost
A rigid-flex board cannot be pressed in a single lamination cycle like a standard multilayer. The flex layers are laminated first, then the rigid sections are built up around them in subsequent press cycles. Each cycle adds approximately 4-6 hours of production time and ties up the lamination press.
A simple 4-layer rigid-flex (2 rigid + 2 flex) requires minimum 2 lamination cycles. A complex 10-layer design with multiple flex zones might require 4-5 cycles. Since press time is one of the most expensive resources in a PCB factory, each additional cycle directly impacts pricing.
In our production scheduling, rigid-flex orders occupy press time at 3-4x the rate of equivalent rigid boards. This is the primary reason why lead times are longer (typically 10-18 days versus 5-7 for rigid) and why rush fees on rigid-flex are proportionally higher.
RIGID-FLEX PCB MANUFACTURER
Get an Accurate Rigid-Flex Quote
Upload your Gerber files and fab drawing. We will identify cost optimization opportunities and provide a detailed quote with layer-by-layer material specification.
Upload Design Files ›Optimization Strategies That Actually Reduce Cost
Having quoted and produced thousands of rigid-flex panels, we have identified the optimizations that deliver real cost reduction without compromising the reliability that makes rigid-flex worth using in the first place.
1. Minimize flex layer count — the highest-impact single change
Every flex layer you eliminate removes one lamination ply of polyimide, one coverlay application, and potentially an entire press cycle. We consistently see 15-20% cost reduction when designers consolidate four flex layers down to two by using wider traces (going from 3mil to 5mil) and accepting slightly thicker flex zones.
If your flex zone carries only power and a handful of signals, two layers is almost always sufficient. Reserve 4+ flex layers for cases where the flex zone must carry high-speed differential pairs or dense I/O that genuinely cannot route in two layers.
2. Standardize bend radius at 6:1 or greater
Tight bends (below 6:1 ratio of bend radius to flex thickness) force the use of adhesiveless polyimide materials, which cost 40-60% more than adhesive-based equivalents. They also require rolled annealed (RA) copper instead of standard electrodeposited (ED) copper, adding another 15-20% to material cost.
If your mechanical enclosure allows even 1mm additional clearance at the bend zone, the cost savings from switching to adhesive-based materials with ED copper can be significant at volume.
3. Use adhesiveless materials only where dynamic flex is required
Static flex applications (bent once during installation, never again) do not need adhesiveless polyimide. Standard adhesive-based construction is perfectly reliable for install-to-forget bends. Reserve the premium adhesiveless materials for zones that will see repeated flexing during product lifetime (e.g., laptop hinges, foldable displays, robotic arm cables).
We see approximately 30% of rigid-flex designs specifying adhesiveless construction everywhere when only one zone actually requires it. Splitting the design into “dynamic flex zone” (adhesiveless) and “static flex zone” (adhesive-based) is allowed by IPC-2223 and reduces material cost.
4. Consolidate rigid sections to reduce lamination cycles
If your design has three small rigid sections connected by two flex zones, consider whether the middle rigid section can be eliminated or merged. Going from 3 rigid sections to 2 can eliminate one entire lamination cycle — saving 4-6 hours of press time and reducing cost by 15-20%.
COST OPTIMIZATION REVIEW
We Identify 20-40% Cost Reduction Opportunities
Our process engineers review your rigid-flex design for material substitution, layer consolidation, and process simplification opportunities that reduce cost without affecting reliability.
Rigid-Flex Services ›The System-Level Cost Argument for Rigid-Flex
The per-board cost comparison alone makes rigid-flex look expensive. But engineers who have shipped products with rigid-flex understand that the comparison should be against the complete alternative: multiple rigid boards + flex cables + connectors + assembly labor + reliability testing of each interconnect.
System cost comparison for a typical wearable device (3 PCBs → 1 rigid-flex):
| Cost Element | Separate Boards + FPC | Single Rigid-Flex |
|---|---|---|
| PCBs (3 rigid boards) | $12.00 | — |
| FPC cables (2) | $6.00 | — |
| Connectors (4 pairs) | $3.20 | — |
| Assembly (solder connectors) | $4.50 | — |
| Rigid-flex board | — | $22.00 |
| Assembly savings (no connectors) | — | -$4.50 |
| Total per unit | $25.70 | $17.50 |
| Interconnect failure rate | 2.1% (field returns) | 0.1% |
At production volumes of 1000+ units, the rigid-flex solution costs 32% less at the system level while dramatically improving reliability. The connectors that seemed cheaper individually become the dominant cost when you factor in assembly time and field failure rates.
This is the argument that justifies rigid-flex investment: it is not a premium manufacturing option — it is often the most cost-effective system solution when you account for total cost of ownership.
COMPARE YOUR OPTIONS
Rigid-Flex vs Separate Boards — What Makes Sense for Your Design?
Send your design concept and we will provide quotes for both approaches with a total system cost comparison including assembly and reliability estimates.
Compare Options ›Volume Pricing: How Costs Scale with Quantity
Rigid-flex has steeper NRE costs than rigid boards but also steeper volume discounts. Understanding the pricing curve helps plan your production strategy:
NRE components (amortized across order quantity):
- Stiffener cutting tools: $50-150
- Coverlay alignment fixtures: $80-200
- Test fixtures (if ICT/flying probe): $100-300
- First article inspection: $50-100
At 5 pieces, these NRE costs add $60-150 per board. At 100 pieces, they add $3-7 per board. At 1000 pieces, they are negligible.
Volume break points where unit cost drops significantly:
- 25 pieces: NRE fully amortized, 15% drop from prototype pricing
- 100 pieces: Material volume discount kicks in (polyimide), 25% drop
- 500 pieces: Dedicated tooling justified, press scheduling optimized, 35% drop
- 2000+ pieces: Continuous production scheduling, 40-50% drop from prototype
The recommendation we give to most customers: order 5 pieces for validation, then move directly to 50-100 pieces for pilot production. The cost per unit at 50 pieces is often half the prototype price, making it worthwhile to order extras for reliability testing and qualification.
ATLASPCB
Get Your Rigid-Flex PCB Quote Today
From single prototypes to production volumes — we manufacture rigid-flex PCBs up to 22 layers with dynamic flex zones, stacked microvias, and full IPC-2223 compliance. Upload your design for pricing.
Get Rigid-Flex Quote ›Reviewed by AtlasPCB Engineering Team — 15+ years in advanced PCB fabrication for RF, HDI, and rigid-flex applications.
Related Reading:
About AtlasPCB — We specialize in complex PCB manufacturing for HDI, RF, and high-reliability applications. Explore our rigid-flex PCB manufacturing, or get an instant online PCB quote . Every order includes free engineering review. Get your quote.
Reviewed by AtlasPCB Engineering Team — IPC-certified manufacturing specialists with 15+ years of production experience in HDI, RF, and high-reliability PCB fabrication. Content based on factory floor data and real customer design reviews.
Frequently Asked Questions
How much does a rigid-flex PCB prototype cost?
Why is rigid-flex so much more expensive than separate rigid + FPC?
What is the minimum order quantity for rigid-flex PCBs?
Can I reduce rigid-flex cost by using fewer flex layers?
Does bend radius affect rigid-flex PCB cost?
- rigid-flex PCB
- PCB cost
- rigid-flex manufacturer
- PCB pricing
- flex PCB