· AtlasPCB Engineering · Engineering · 10 min read
Rigid-Flex PCB Quote Comparison: Why Vendor Prices Vary 3x and How to Get Accurate Estimates
Rigid-flex PCB quotes from different manufacturers routinely differ by 200-400%. This pricing analysis explains the technical reasons behind quote variation, identifies which cost drivers are negotiable versus fixed, and provides a structured approach to comparing vendor quotes on equal terms.
Quick Answer
Rigid-flex PCB quotes vary 200-400% between manufacturers primarily due to differences in construction interpretation (how they build your flex-to-rigid transition), yield assumptions (experienced fabs quote higher yield and lower unit cost), and testing scope (some include full flex cycling tests, others do not). To get comparable quotes, provide a complete stackup drawing with bend radius callouts, specify IPC-2223 compliance level, and ask each vendor to itemize material, processing, and testing costs separately.
The 3x Price Variation Problem
When a hardware engineer sends the same rigid-flex PCB design to five manufacturers for quotation, the responses typically span a 200-400% range. A design that one manufacturer quotes at $85 per piece might come back at $280 from another — both claiming the same specifications, the same lead time, and the same quality standard.
This is not normal PCB market pricing behavior. Standard rigid PCB quotes for the same design typically vary by 30-50% between manufacturers, which reflects reasonable differences in overhead structure, capacity utilization, and margin requirements. The extreme variation in rigid-flex pricing points to a deeper issue: manufacturers are not actually quoting the same product.
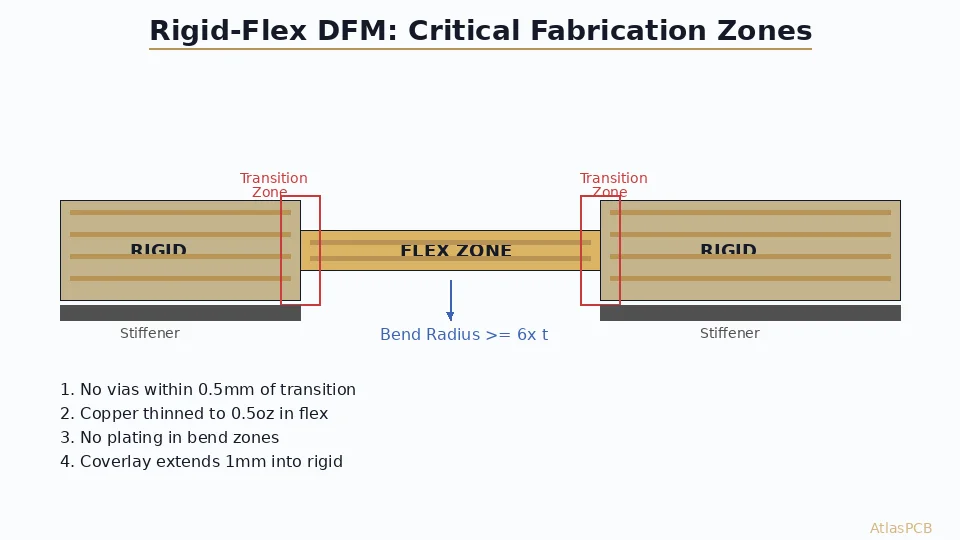
The root cause is that rigid-flex PCB designs leave significant manufacturing interpretation to the fabricator. Your Gerber files define the circuit. Your fab drawing defines the board outline and layer count. But neither document fully specifies how the rigid-to-flex transition is constructed, what adhesive system bonds the rigid sections to the flex core, or how the coverlay is terminated at the transition boundary. Each manufacturer makes different assumptions about these construction details — and those assumptions drive massive cost differences.
Why Quotes Diverge: The Five Hidden Variables
1. Construction Method (Biggest Cost Driver)
Rigid-flex PCBs can be constructed using at least three fundamentally different approaches, each with different material costs and process complexity:
Bookbinder construction uses continuous flex layers that run through both rigid and flex zones, with additional rigid layers laminated on top in the rigid sections only. This is the most reliable construction for dynamic flex applications but requires the most process steps (sequential lamination) and has the highest material waste (rigid cap layers are separate pieces that must be precision-aligned).
Flex insert construction bonds a pre-fabricated flex circuit into routed channels in a rigid PCB during lamination. This approach uses standard rigid PCB processing for most of the board and adds the flex circuit as an insert. It is less expensive for simple designs but has reliability concerns at the transition boundary under thermal cycling.
Subtractive construction starts with a full rigid-flex laminate stack (all layers everywhere) and removes the rigid sections from the flex zones through controlled-depth routing. This wastes the most material but is the simplest to process, making it cost-effective for designs with small flex zones.
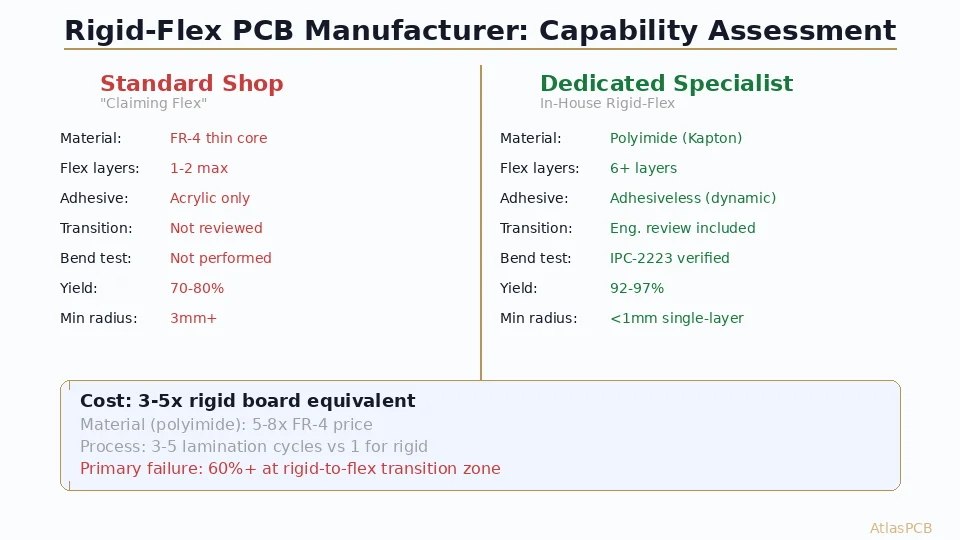
When manufacturers quote different prices, they are often quoting different construction methods. A manufacturer experienced in bookbinder construction will quote that method at a reasonable price because their yield is high. A manufacturer without that experience might quote flex insert construction at a lower price — but with hidden reliability risk. The cheapest quote is not necessarily wrong, but you need to understand what you are actually buying.
RIGID-FLEX SPECIALISTS
Confused by Quote Variation? We Explain Our Construction.
Every AtlasPCB rigid-flex quote includes a construction cross-section drawing showing exactly how we plan to build your board. No hidden assumptions — you see what you pay for.
Upload Rigid-Flex Design ›2. Yield Assumptions
Rigid-flex manufacturing yield is dramatically lower than standard rigid PCB yield. Where a standard 6-layer FR-4 board achieves 90-95% panel yield in production, rigid-flex designs typically run 65-85% depending on complexity. The manufacturer’s assumed yield directly impacts their quoted unit price because they must produce extra panels to deliver your ordered quantity.
An experienced rigid-flex manufacturer who builds similar designs routinely will base their quote on historical yield data — perhaps 80% for your type of design. They quote accordingly: if you order 100 pieces and they expect 80% yield, they plan to produce 125 panels. Their unit price reflects the cost of 125 panels divided by 100 good pieces.
A less experienced manufacturer without historical data might conservatively assume 55% yield — requiring 182 panels to deliver 100 good pieces. Their unit price reflects this higher material and processing cost. Alternatively, they might optimistically assume 90% yield (treating it like a rigid board) and then come back after production asking for additional payment when actual yield falls short.
3. Material Selection and Sourcing
The flex layers in a rigid-flex design require polyimide-based materials (typically DuPont Pyralux or equivalent). These materials come in multiple grades with significant cost differences:
| Material | Cost Multiplier | Application |
|---|---|---|
| Standard adhesive-based polyimide | 1x (baseline) | Static flex, cost-sensitive |
| Adhesiveless polyimide (RA series) | 1.5-2x | Dynamic flex, tight bend radius |
| High-Dk controlled polyimide | 2-3x | Impedance-controlled flex layers |
| Modified acrylic adhesive (low-flow) | 1.3x | Precision transition zones |
Manufacturers in different regions source these materials through different channels at different prices. Chinese manufacturers with established DuPont supply agreements may price Pyralux AP materials 20-30% lower than a manufacturer who must procure through a distributor. This sourcing cost difference flows directly through to the quote.
4. Testing Scope
Rigid-flex PCBs require additional testing beyond standard electrical verification. However, what “standard testing” includes varies enormously between manufacturers:
Minimum testing (budget quotes often include only this): Electrical netlist verification (opens/shorts), visual inspection per IPC-6013 Class 2, dimensional verification of outline and flex zone boundaries.
Comprehensive testing (what aerospace/medical customers require): All of the above plus: flex cycling test (IPC-TM-650, typically 10-25 cycles for static applications), cross-section analysis at rigid-flex transition, thermal shock testing, TDR impedance verification on controlled-impedance flex layers, and ionic contamination measurement.
The cost difference between minimum and comprehensive testing is typically $50-200 per production lot (not per piece), but manufacturers who include comprehensive testing by default will quote 15-25% higher on small-quantity orders where the testing cost is a significant fraction of the total.
5. Panelization Efficiency
Rigid-flex boards are inherently difficult to panelize because the flex zones cannot have mechanical support (V-score or tab routes) that would prevent bending. The usable area on a production panel is often 40-60% for rigid-flex designs compared to 75-85% for standard rigid boards.
Experienced rigid-flex manufacturers optimize panelization for their specific press sizes and routing equipment. A manufacturer with 18x24 inch press capacity can often fit more boards per panel than one with 12x16 inch presses — reducing per-unit cost. This panelization efficiency difference easily accounts for 20-30% price variation between manufacturers with identical process capability.
How to Compare Quotes on Equal Terms
To make rigid-flex quotes comparable across manufacturers, require each vendor to itemize their quote into these categories:
1. Material cost (should be similar): Ask for the specific polyimide product and prepreg system they plan to use. If one vendor quotes Pyralux AP and another quotes Pyralux LF, you are comparing different products with different reliability characteristics. Normalize by specifying the material in your RFQ.
2. Processing cost (most variable): Ask each vendor to specify their construction method and number of lamination cycles. A 6-layer rigid-flex built in 2 lamination cycles costs significantly less than one requiring 3 cycles — but may have different registration accuracy and reliability.
3. Yield assumption: Ask explicitly what first-pass yield they assume for your design. If a manufacturer refuses to answer or says “we guarantee delivery quantity regardless of yield,” they may be hiding the cost in a higher unit price or planning to negotiate after the fact.
4. Testing included: Require each vendor to list exactly which tests are included in their quoted price and which are available at additional cost. This prevents the cheapest quote from also being the one with no testing — which you will discover only after boards arrive.
5. Tooling and NRE: Some manufacturers amortize tooling across the quoted quantity; others charge it separately. A $3000 NRE charge plus $50/piece looks more expensive than $85/piece all-in for a 50-piece order — but the NRE-separate quote is actually cheaper at 100+ pieces.
TRANSPARENT PRICING
Itemized Quotes with Construction Details
We break down every rigid-flex quote: material selection, construction method, yield assumption, and included testing. Compare us against any manufacturer on equal terms.
Get Itemized Quote ›Real-World Example: 8-Layer Rigid-Flex for Medical Endoscope
To illustrate quote variation in practice, consider an actual design we quoted alongside four other manufacturers last quarter — an 8-layer rigid-flex for a medical endoscope camera module:
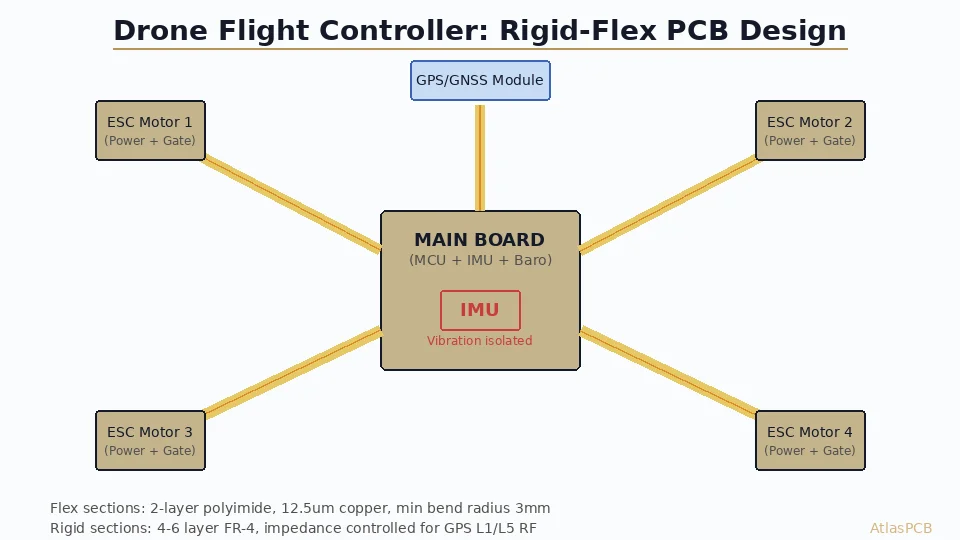
Design specs: 4 rigid layers + 2 flex layers + 2 rigid layers, bookbinder construction, 3 flex zones with 5mm bend radius, impedance-controlled differential pairs on flex layers (90 ohm +/-7%), adhesiveless polyimide required for dynamic cycling, IPC-6013 Class 3 acceptance criteria.
Quote results (30 pieces, 3-week lead time):
| Manufacturer | Unit Price | Construction | Yield Assumed | Testing Included |
|---|---|---|---|---|
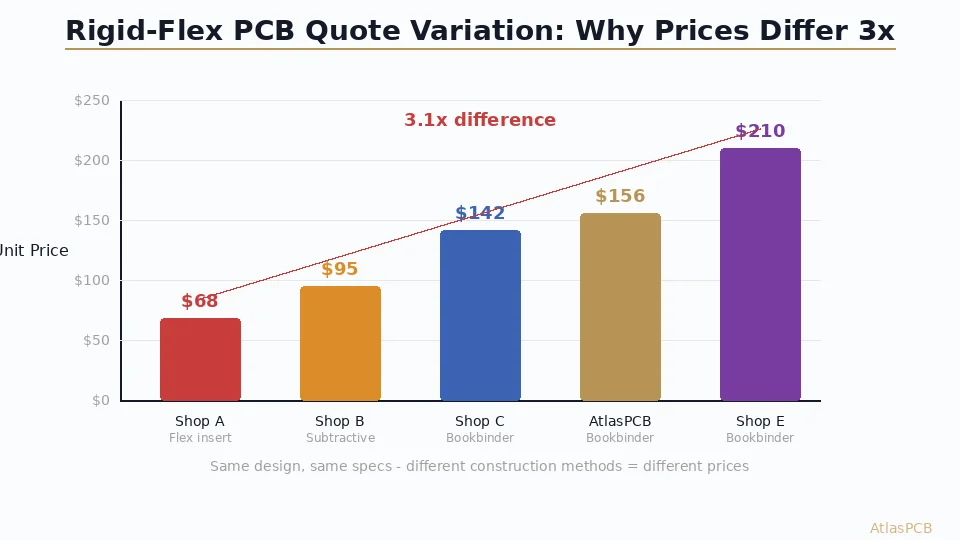
| Budget Shop A | $68 | Flex insert | Not disclosed | E-test only |
| Budget Shop B | $95 | Subtractive | ”Standard” | E-test + visual |
| Mid-tier C | $142 | Bookbinder | 70% | E-test + impedance + flex cycling |
| AtlasPCB | $156 | Bookbinder | 75% | E-test + impedance + flex cycling + cross-section |
| Premium Shop E | $210 | Bookbinder | 65% | Full IPC-6013 Class 3 suite |
The $68 quote from Shop A was quoting a fundamentally different product — flex insert construction would not survive the dynamic cycling requirements of an endoscope. Shop B’s subtractive approach was technically viable but wasteful. The three bookbinder quotes ($142-210) varied primarily based on yield assumptions and testing scope — a much more reasonable 48% range that reflects genuine differences in experience and overhead.
The customer chose mid-tier C for first articles and planned to transition to us for production based on lead time reliability. This is a typical and reasonable approach — validate the manufacturing partner on a small batch before committing to production volumes.
Red Flags in Rigid-Flex Quotes
When evaluating quotes, these warning signs suggest the manufacturer may not have genuine rigid-flex capability:
Quote delivered in less than 24 hours without technical questions: Rigid-flex designs almost always require clarification — bend radius, dynamic vs static flex, coverlay termination preferences, stiffener locations. A manufacturer who quotes instantly is likely applying a generic multiplier to their rigid board pricing without evaluating manufacturability.
No construction cross-section offered: A manufacturer confident in their rigid-flex process will proactively offer a construction cross-section showing how they plan to build the flex-to-rigid transition. If you must ask for this and they cannot provide it within a day, they are likely figuring out the construction for the first time.
Price significantly lower than all other quotes: As demonstrated in the example above, extremely low rigid-flex prices usually mean a different (often inferior) construction method. There is a floor below which bookbinder rigid-flex construction simply cannot be manufactured profitably.
Lead time identical to standard rigid boards: Rigid-flex designs require 1-3 additional lamination cycles, coverlay application, and often sequential processing. A manufacturer quoting the same lead time as a standard rigid board is either not planning true rigid-flex construction or will miss the delivery date.
ATLASPCB
Rigid-Flex Done Right — Up to 22 Layers
Bookbinder construction, adhesiveless polyimide, impedance-controlled flex layers, per-lot cross-section verification. Production yield averaging 82% on established designs.
Compare Our Quote ›Reviewed by AtlasPCB Engineering Team — 15+ years in advanced PCB fabrication for RF, HDI, and rigid-flex applications.
Related Reading:
About AtlasPCB — We specialize in complex PCB manufacturing for HDI, RF, and high-reliability applications. Explore our rigid-flex PCB manufacturing, multilayer PCB fabrication up to 30 layers, or get an free engineering DFM review . Every order includes free engineering review. Get your quote.
Reviewed by AtlasPCB Engineering Team — IPC-certified manufacturing specialists with 15+ years of production experience in HDI, RF, and high-reliability PCB fabrication. Content based on factory floor data and real customer design reviews.
Frequently Asked Questions
Why are rigid-flex PCB quotes so inconsistent between manufacturers?
What information do I need to provide for an accurate rigid-flex quote?
How much should a rigid-flex PCB cost compared to a standard rigid board?
Can I reduce rigid-flex cost by simplifying the design?
What yield should I expect for rigid-flex PCB production?
- rigid-flex PCB manufacturer
- multilayer PCB cost
- PCB pricing
- rigid-flex PCB
- PCB DFM check